Главная
ГлавнаяНа советских заводах качественной металлургии до недавнего времени применяли печи с выкатом корпуса (серии ДСВ), снабженные гидравлическим или электрическим приводом Однако опыт эксплуатации печей с выкатом корпуса показал, что они требуют большой площади и увеличенного количества механизмов и металлоконструкций, а это увеличивает вес и стоимость установки и вызывает частые неполадки в работе механизмов (особенно выкатки корпуса и опускания площадки).
Советские печестроители с 1958 г. перешли к выпуску печей с поворотом свода (ДСП), имеющих целый ряд преимуществ: экономия производственной площади, отсутствие тяжелого портала, опускных площадок перед печью с механизмами подъема и выката и др.

В табл. 2 приведена техническая характеристика некоторых серийных сталеплавильных печей серии ДСП; в настоящее время самыми крупными работающими печами этой серии являются печи ДСП-80, установленные на НЛМЗ и ЧМЗ. На заводе «Красный Октябрь» (г. Волгоград) заканчивается строительство 200-т электропечи ДСП-200.
На рис. 2 показана печь ДСП-200 емкостью 200 т. Печь состоит из металлического кожуха 6 со сферическим днищем, внутри кожуха размещена огнеупорная и теплоизоляционная кладка. Плавильное пространство накрыто съемным сводом 4 из огнеупорного кирпича, набранного в металлическом сводовом кольце 5. Печь имеет два рабочих окна и выпускное отверстие со сливным носком 14.
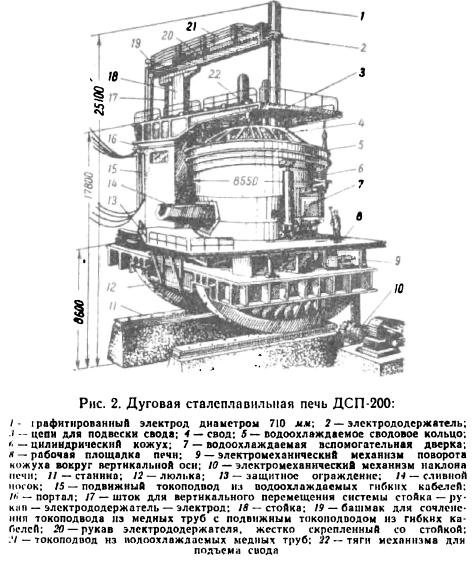
Основная несущая металлоконструкция печи — люлька 12 — опирается на фундаментные балки 11 двумя сегментами. Кожух, а также механизм поворота консольного портала 16 и механизм вращения 9 ванны печи смонтированы на люльке. Наклон печи осуществляется зубчатыми рейками, приводимыми в движение электродвигателями через цилиндрические редукторы и направляющие реечные коробки.
На портале смонтированы три вертикальные стойки 18, по которым движутся на роликах каретки с электродами. Электроды 1 зажимаются электрододержателями 2, соединенными рукавами 20 со стойками. Ток к электродам подводится гибкими шинами 15.
При завалке шихты свод поднимают сдвоенным червячно-винтовым подъемником и отводят на 80° в сторону сливного носка вместе с консольным порталом, к которому он подвешен на цепях. Предусмотрено вращение кожуха печи вокруг вертикальной оси на 40° в обе стороны. Кожух печи разъемный и состоит из четырех частей, горизонтальный разъем сделан на отметке, близкой к отметке порога рабочего окна. Центральная часть сферического днища печи изготовлена из нержавеющей стали, что обеспечивает работу устройства для электромагнитного перемешивания металла.

Кожух дуговой печи (рис. 3) изготовляют из листовой стали толщиной от 12 до 30 мм в зависимости от его диаметра. Кожух должен быть механически прочным и выдерживать нагрузку, создаваемую футеровкой и металлом, и давление расширяющейся при нагреве кладки. Центральная часть кожуха может быть цилиндрической, конической (10—12°) или ступенчатой. Для ускорения смены футеровки средних и крупных печей предусмотрен горизонтальный разъем кожуха на уровне порога рабочего окна. Верхнюю и нижнюю части кожуха стягивают при помощи пальцев (штырей), в которых имеются пазы для забивки клиньев. Обычно жесткость кожуха, который в ходе плавки нагревается до 150° С, увеличивают, приваривая к нему вертикальные ребра и горизонтальные пояса жесткости.
Днище кожуха может быть сферическим, коническим или плоским. Сферическое днище обеспечивает наибольшую прочность кожуха и требует наименьшего объема футеровки из-за отсутствия мертвых углов. Соотношение между стрелой выпуклости и диаметром днища равно 0,1.
Кожух дуговой печи имеет у верхнего среза кольцо меткости, иногда являющееся одновременно полостью песочного затвора. Иногда кольцо жесткости создают и и нижней части кожуха. При наличии на печи механизма вращения ванны на этом кольце крепится цевочная рейка привода и кольцевой рельс, который опирается на тумбы с опорными роликами.
Сводовое кольцо, в котором одним из описанных ниже способов набирают свод электропечи, представляет собой сварную (реже и для малых печей — литую) конструкцию (рис. 4). Кольца средних и крупных печей имеют водяное охлаждение. К сводовому кольцу обычно приваривают крюки 2 для переноса краном и ушки 1 для подвески свода к порталу; на нижней поверхности кольца находится кольцевой нож 3, входящий в заполненную песком полость песочного затвора. Широкое распространение на печах средней емкости получили сводовые кольца с наклонной (22,5°) внутренней стенкой, позволяющие вести кладку свода без пятовых кирпичей. Однако трудоемкость изготовления таких колец велика, и поэтому на крупных печах их почти не применяют.

Уплотняющие кольца (экономайзеры), устанавливаемые непосредственно на своде или подвешиваемые к сводовому кольцу, служат для уменьшения потерь тепла из рабочего пространства печи и предотвращения засасывания в печь атмосферного воздуха. Конструкции экономайзеров весьма разнообразны. Чаще всего экономайзер состоит из сварного полого водоохлаждаемого кольца, на котором крепится конусообразный воротник; зазор между воротником и электродом уплотняют шлаковатой. Электро- и теплоизоляция экономайзеров способствует увеличению срока их службы.
Загрузочное окно, через которое в печь загружают ферросплавы и шлакообразующие, отбирают пробы металла и шлака, ведут заправку печи и замер температуры ванны, имеет ширину, равную 0,25—0,30 внутреннего диаметра печи. Высота окна составляет приблизительно 0,8 его ширины. На современных печах применяют комбинированную арматуру, в которой арка и рама совмещены в одну сварную конструкцию.
Заслонка загрузочного окна имеет водяное охлаждение и обычно футерована с внутренней стороны огнеупорным кирпичом или покрыта огнеупорным цементом. Подъем и опускание заслонки осуществляют с помощью пневматического или электрического подъемника (рис. 5).

Механизм подъема заслонки должен обеспечивать герметичность печи при опущенной заслонке, подъем и опускание заслонки с малым усилием, возможность остановки заслонки в любом положении, а также возможность подъема заслонки вручную. Для защиты узлов механизма перемещения заслонки от возможных повреждений двигатель обычно устанавливают сбоку и вдали от окна, а вал — под окном. Плотное прилегание заслонки к арматуре загрузочного окна достигается наклоном направляющих примерно на 10° в сторону рабочего пространства печи.
Электрододержатели служат для подвода тока к электродам и удержания их на заданной высоте над расплавом. Электрододержатели работают в весьма тяжелых температурных условиях, подвергаясь действию горячих газов и пламени; кроме того, шины электрододержателей нагреваются в результате прохождения через них тока. Несмотря на это, электрододержатели должны быть долговечны и прочны и надежно зажимать электрод, не допуская его проскальзывания.
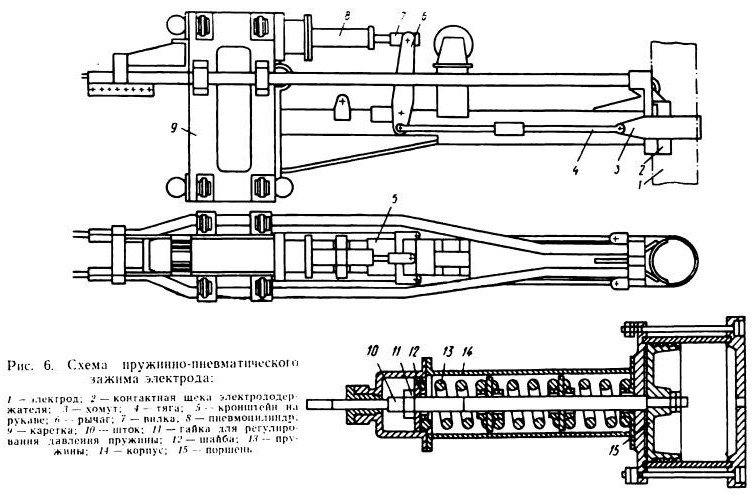
Основными узлами электрододержатели являются: головка (корпус), пружинно-пневматический зажим, рукав. каретка пли телескопическая стоика, жесткая часть вторичного токоподвода. Головка электрододержателя изготовляется из немагнитном стали или бронзы и снабжена обычно водяным охлаждением. Нa печи ДСП-80 применена бронзовая водоохлаждаемая контактная головка (рис. 6), к которой с помощью хомута из нержавеющей стали прижимается электрод.
Головка электрододержатели крепится к горизонтальному несущему рукаву, который соединен с кареткой, движущейся по неподвижной стойке, или с особой подвижной стойкой в одну Г-образную конструкцию, перемещающуюся внутри неподвижной стойки и носящую название «телескопической стойки». Каретка обычно имеет 8—16 направляющих роликов, перекатывающихся по неподвижной стойке; последняя представляет собой колонну прямоугольного сечения. По обеим сторонам каретки и рукава на изолирующих опорах крепятся токоведущие трубы.
Механизм перемещения электродов необходим для регулирования подаваемой в печь мощности, он может быть электрическим пли гидравлическим. В России более распространен первый тип.
Механизмы перемещения электродов должны обеспечить быстрый подъем электродов при обвале шихты, чтобы предотвратить автоматическое отключение выключателя под нагрузкой, и замедленное опускание электродов, чтобы электроды но могли погружаться в жидкий металл или ударять в шихту во время расплавления ее. Электроды не должны опускаться под действием собственной массы. Механизм перемещения должен гарантировать быстрое торможение электрода, что необходимо для ускоренного установления заданного электрического режима.
Схема подвески электрода определяется выбранным типом привода, конструктивными особенностями печи и другими факторами, но при любой из схем должна быть обеспечена скорость подъема 1,8—2,5 м/мин, спуска 1,0—1,5 м/мин и малый холостой ход двигателей механизма перемещения электродов. Последнее требование успешно выполняется при использовании реечного зацепления при электроприводе или гидравлического привода.
Механизм наклона печи должен обеспечивать наклон печи на 40—45° в сторону разливочного пролета для слива металла и на 10—15° в сторону печного пролета для скачивания шлака, он должен быть долговечен и надежен в работе, легко и плавно наклонять печь на заданный угол с необходимой скоростью, предохранять печь от опрокидывания.
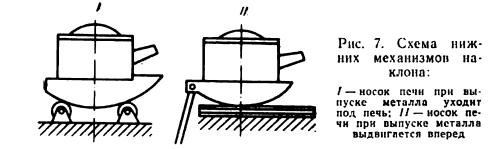
Из многочисленных возможных кинематических схем механизма наклона для эксплуатации в условиях электросталеплавильных цехов пригодны лишь те, которые обеспечивают минимальное отклонение от вертикали конца сливного желоба при выпуске металла из печи. В связи с этим все советские печи средней и большой емкости имеют механизм наклона, схема которого показана на рис. 7,II. Привод механизма наклона может быть гидравлическим или электрическим.
Печи серии ДСВ емкостью до 40 т имеют гидравлический привод механизма наклона. Два цилиндра укреплены на неподвижных опорах фундамента, а штоки шарнирно связаны с опорными секторами портала.
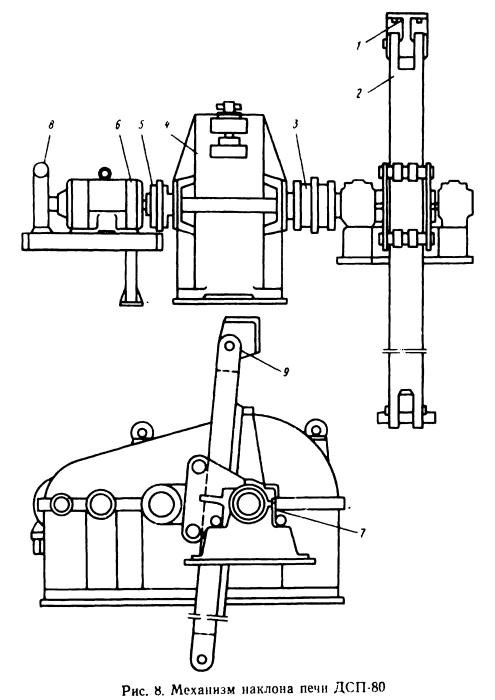
Печь ДСП-80 имеет два симметрично расположенных электромеханических несамотормозящихся привода (рис. 8). Вращение от электродвигателя 6, через зубчатую муфту 5 передается цилиндрическому редуктору 4, соединенному зубчатой муфтой 3 с валом реечной шестерни 7. Последняя сцепляется с рейкой 2, соединенной шарниром 9 с сектором 1 люльки печи. Тормоз 8 автоматически останавливает привод после отключения электродвигателя. В аварийных случаях печь можно наклонять одним приводом при освобожденном тормозе другого привода. Оба привода механизма наклона расположены в стороне от секторов люльки, что исключает попадание на них шлака при скачивании. Минимальное время наклона печи на угол 45° около 1,5 мин; линейная скорость рейки 3 м/мин.
Механизмом подъема поднимают свод при загрузке печи шихтой и перед поворотом ванны печи вокруг вертикальной оси, а затем устанавливают на место.
Механизм поворота свода служит для раскрытия верха печи перед загрузкой ее шихтой.
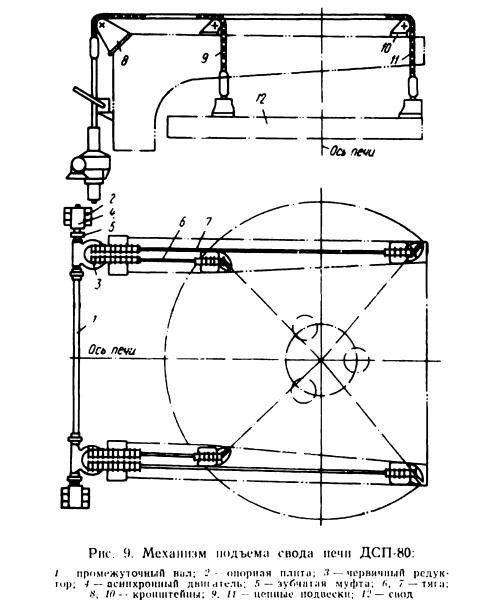
Оба механизма выполняют с электромеханическим и гидравлическим приводом. Схема механизма подъема свода печи ДСП-80 показана на рис. 9.
Механизм вращения ванны позволяет поворачивать ванну на 40° в сторону, а затем на 80° в противоположную со скоростью примерно 1 град/сек. Таким образом, вместо трех колодцев в шихте электроды за период плавления проплавляют девять колодцев, что повышает равномерность прогрева шихты и уменьшает разрушение подины.